



专注于精密不锈钢片的激光切割
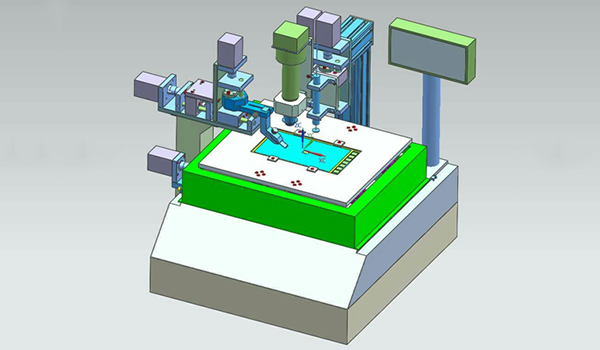
可根据客户要求定制自动化设备
可根据客户要求定制自动化设备


2023-07
1、电火花是微孔加工的重要组成部分,电火花微孔加工技术随着微机械、精密机械、光学仪器等领域的不断拓展而得到广泛的关注。电火花微孔加工以其加工中受力小、加工的孔径和深度由调节电...
2023-07
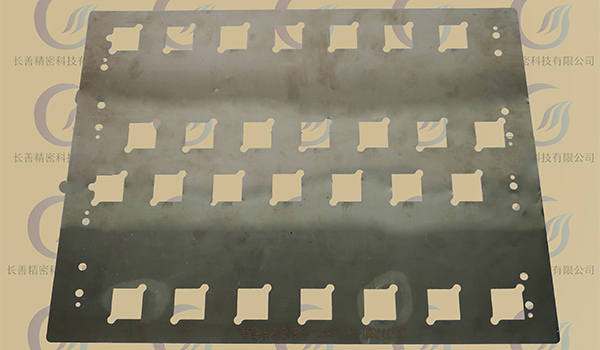
不锈钢片是由不锈钢(1.4310C,SUS201,SUS301,SUS304,SUS430)经热处理精磨加工制成的材料,具有精密度高,拉力度强,光洁度好,有韧性,不易折断的特...
2023-07
微孔是孔径小于2纳米的孔,微孔加工较为困难,尤其是加工直径在1mm以下的微孔加工,传统打孔设备很难进行加工。 在加工困难的情况下,激光加工落入人们的视野,激光技术被认为是人类...

2023-07
在使用激光切割机切割钣金的过程中,经常会遇到各种问题,为了保证切割质量,以下是几种常见问题和通常的解决办法: 1.切割穿孔技术: 任何一种热切割技术,除少数情况可以从板边缘开...
2023-07
机床必须严格接地。 严禁雷电天气开机。 严禁堵住冷却水管。 严禁激光器长时间满功率运行。 激光机详细注意事项: 1、严禁不接地机器开机工作,机器所有部分接地必须完全可靠,以防...
2023-07
激光切割技术广泛应用于金属和非金属材料的加工中,可大大减少加工时间,降低加工成本,提高工件质量。 现代的激光成了人们所幻想追求的“削铁如泥”的“宝剑”。 以激光切割机为例,整...
































