了解行业资讯,关注长善精密动态
 2025-11-28
2025-11-28
 长善精密
长善精密
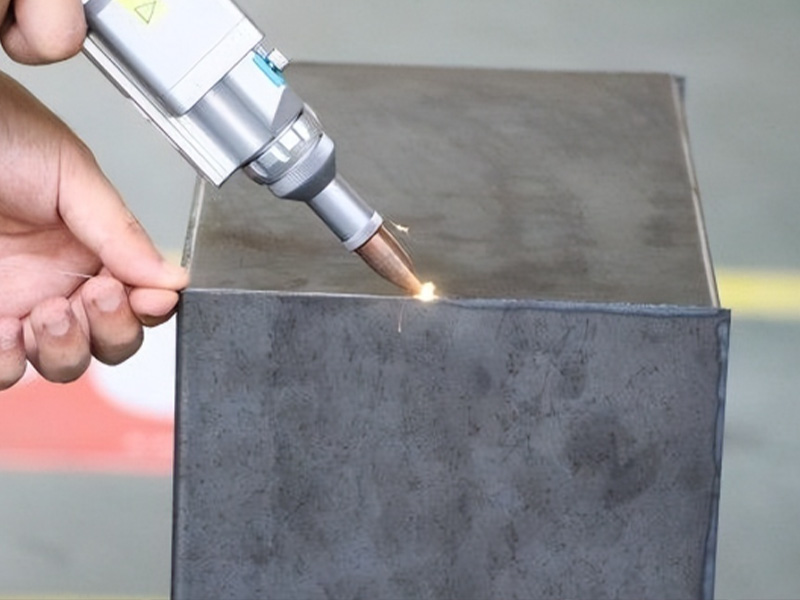
金属激光焊接机的焊接工艺主要包括激光切割、激光淬火、金属激光点焊,以及利用高能强光束对工件进行加热以实现焊接,一般金属材料和结构的焊接多采用以上工艺。
金属激光点焊:利用高能强光束对零件进行点状加热以达到对焊缝填充的目的,该工艺具有热输入低、热影响区小的优点。
金属激光点焊焊缝窄,熔深大,熔敷率高。
一、激光焊接前的准备
激光焊接前,应根据需要对设备进行调试,并对工件进行清洁。
1、焊接头的设计与选择:根据零件的大小、形状及材料而定,通常有如下几种设计方法:
3、喷嘴的选择及布置:喷嘴可分为连续式与脉冲式,前者适用于较小面积或焊接速度慢的工件;后者适用于高速焊接速度快的工件。
二、焊接过程中应注意事项
激光焊接时,若光束方向和焊接方向垂直,那么焊缝方向会更均匀,而且熔深也更大。
根据材料的不同,激光焊接设备也有所不同。
三、工件变形的预防与消除
激光加工中的工件变形一般表现为变形量大,变形严重等。
激光焊接工件的几何形状设计是保证加工质量的重要因素,也可使熔池充分填充并防止熔敷不良;
2、工件定位精度是保证加工精度的基础;
3、控制工件变形可减少焊接变形;
4、保证焊接结构与尺寸精度,控制焊缝成型和防止焊接缺陷。
四、激光对工件的保护
随着激光的连续使用,在焊接过程中对工件可能产生一定的损害,如表面烧伤、表面污染以及热影响区过大等。
激光焊接机在运行过程中,尤其是连续操作时,工件受光束的辐射和反射的影响,会对工件产生不同程度的损伤。
在实际应用中为了避免工件和光束相互影响而造成损伤,应采取相应措施使光束与目标保持适当距离和方向。
为减小光束冲击到工件表面所引起的变形和应力,可采用“点焊”工艺:首先点焊工件与光束保持适当距离;然后点焊多个点并将点焊区域与光束成一定夹角(在点焊工作区域与光束成一定夹角)。当点焊时用激光束对金属层进行加热作用或在点焊区域用高功率激光束进行照射作用都能起到良好的保护效果。
五、工艺参数及焊接速度
激光焊接机的焊接速度主要由激光器的输出功率和激光能量大小决定,功率越大,则切割的效率越高,焊缝越薄,焊缝表面粗糙度越小。
因此,十牛激光告诉各位选择合理的激光焊接机输出功率和合理的激光能量密度很重要。
通常情况下,功率大小应控制在25W以下为宜。
如果工件厚度小于5 mm,可采用小电流焊接方式;
![]() 400-8188-860
400-8188-860
![]() 130-3889-2257
130-3889-2257

扫码添加

官方公众号





 首页
首页