了解行业资讯,关注长善精密动态
 2025-11-28
2025-11-28
 长善精密
长善精密
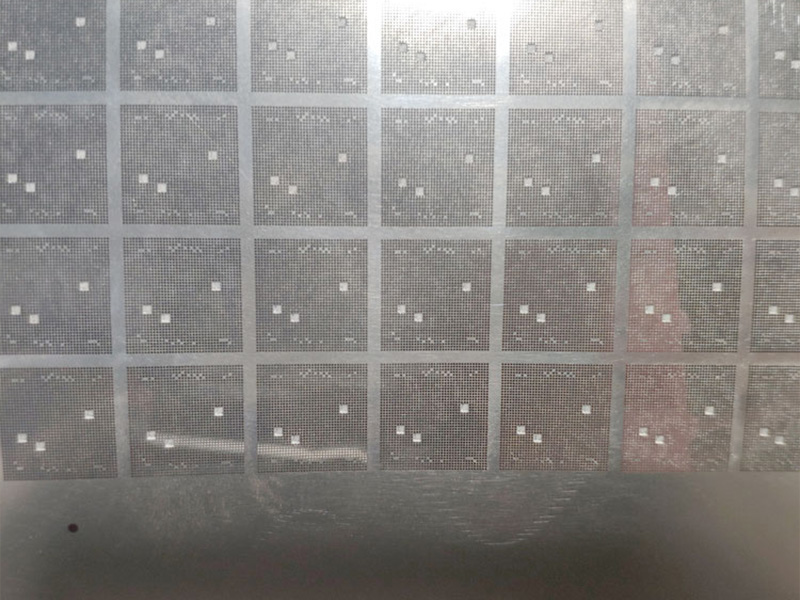
在电机、变压器、电感器等磁性器件里,一片片薄薄的磁性钢片,看起来不起眼,却是决定效率、噪音和温升的关键因素之一。材料牌号选得再好,如果加工环节粗糙,特别是切割工艺控制不好,磁性能也会被“拖后腿”。
传统的剪切、冲压工艺虽然成熟,但在小批量、多品种、高精度和快速试制的场合,越来越难完全满足需求。于是,磁性钢片激光精密切割逐渐走上台前,成为电机、变压器等行业关注的工艺方向之一。
一、为什么磁性钢片对“切割方式”这么敏感?
磁性钢片(如取向、非取向硅钢、高硅钢、软磁合金薄板等)有几个共通特点:
板材很薄
常见厚度在 0.1~0.5mm 左右,高频用钢甚至更薄。
→ 薄板在切割时,非常容易产生翘曲、塌边和毛刺。
磁性能对加工应力非常敏感
冷作硬化、残余应力、组织变化,都会让铁损上升、磁导率下降。
→ 粗暴剪切或模具冲裁不当,都可能“伤到磁性能”。
边缘质量影响铁芯整体表现
边缘毛刺过大,会刺破绝缘涂层,引起层间短路;
叠片不齐、边缘变形严重,会导致噪音和损耗增加。
因此,对磁性钢片来说,“怎么切”绝不只是几何形状的问题,更关系到能效、噪音和寿命,激光精密切割就是在这样的背景下被广泛关注。
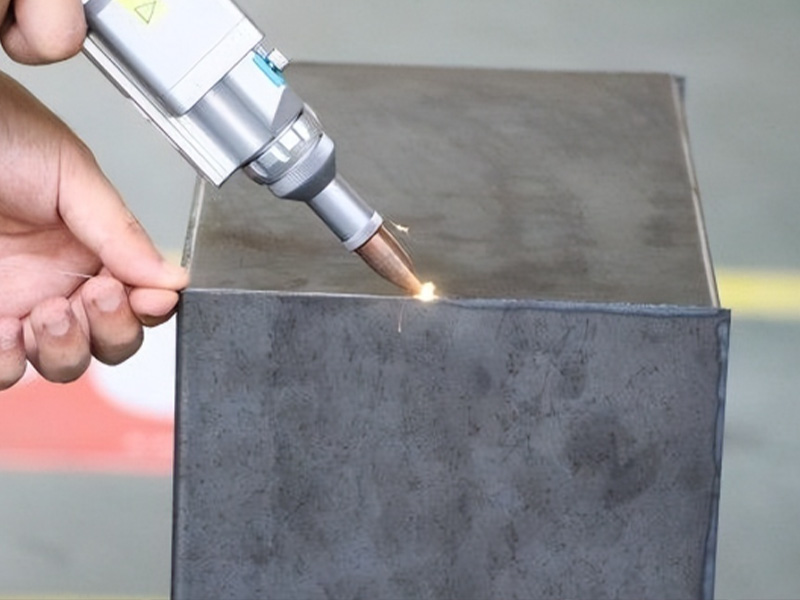
二、磁性钢片激光精密切割的基本原理
磁性钢片的激光精密切割,本质上是一种高能量密度热切割方式:
激光器发出高能量束,经光学系统聚焦到钢片表面;
聚焦点能量密度极高,使局部区域瞬间熔化甚至汽化;
辅助气体(氮气、空气等)将熔融金属从切缝中吹走,形成狭窄且较为光滑的切口;
数控系统控制光斑运动路径,实现复杂轮廓的精确切割。
激光精密切割的关键参数包括:
激光类型与功率(如光纤激光、适配的功率等级);
光斑直径与焦点位置;
切割速度、加速度、拐角减速策略;
辅助气体种类与压力;
脉冲模式(连续/脉冲)、占空比等。
对于磁性钢片而言,目标是:既要切得透、切得准,又要尽量减小热影响区与磁性能劣化。

三、激光精密切割相对传统工艺的优势
1. 无模具、柔性强
传统冲压需要制模、调模,一套模具投入不小,且修改不方便。
激光精密切割则:
直接导入CAD图形即可加工;
改设计只需改程序,无需动模具;
特别适合样机开发、小批量、多品种,以及频繁改型的项目。
对研发试制、电机方案验证、高端小批量客户定制来说,这是一大优势。
2. 能加工复杂轮廓和细节结构
激光切缝细、路径可控能力强,适合:
高极数电机复杂齿形;
多槽、多孔、不规则几何结构;
传统冲压难以或成本极高的特殊结构。
这为优化电机槽形、变压器磁路形状提供了更大自由度。
3. 减少机械应力引入
激光属于非接触式加工,不像剪板、冲床那样对材料进行剧烈挤压:
减少剪切变形区和冷作硬化层;
避免因模具间隙不当导致的拉裂、塌边问题。
从“机械应力”维度看,激光精密切割相较于粗糙冲压,对材料的破坏更可控。
四、激光精密切割的难点与挑战
优势明显的同时,磁性钢片激光切割也存在一些需要认真应对的问题。
1. 热影响区对磁性能的影响
激光切割终究是热加工,切缝周围不可避免会形成热影响区(HAZ),这可能带来:
局部组织改变;
残余应力重新分布;
磁导率下降、铁损上升。
如果工艺控制不好,热影响区过宽,可能在整片铁芯叠装后表现为:损耗偏高、温升偏大。
2. 切口氧化与涂层破坏
辅助气体使用不当时,容易出现:
切口处氧化明显;
表面绝缘涂层被烧损、剥落;
叠片后层间绝缘性能下降。
因此,磁性钢片激光精密切割中常常优先采用氮气等惰性气体,或经过验证的高压空气方案,尽量减小氧化和涂层损伤。
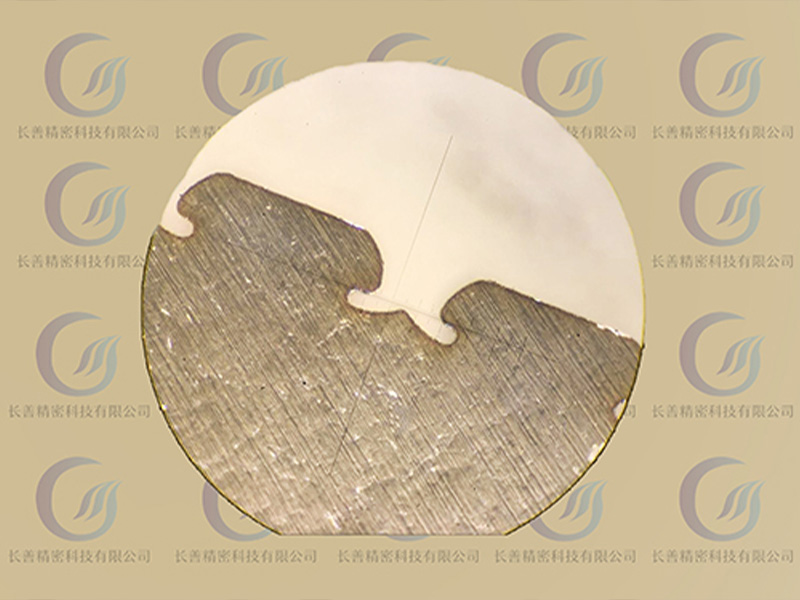
3. 表面粗糙度与微毛刺问题
虽然激光切割理论上毛刺较小,但设备状态、光路洁净度、参数设置等一旦不稳定,就容易出现:
挂渣、不规则微毛刺;
切面粗糙度不达标。
这些问题会影响叠片对齐度以及铁芯振动和噪音表现。
五、磁性钢片激光精密切割的关键控制点
要让这项工艺真正发挥“精密”的价值,必须在细节上做足功课。
1. 工艺参数的系统优化
包括但不限于:
焦点位置:焦点在板厚中的不同位置,会影响切缝形状、粗糙度和挂渣情况;
功率与速度匹配:功率过高、速度偏慢,会使热影响区加宽;功率太低、速度过快又容易切不透或挂渣严重;
脉冲特性:在脉冲模式下,合理的频率与占空比有利于减少热积累;
拐角与细节处减速策略:细小结构、尖角区域适当减速,避免过热或未切透。
一般需要通过试样反复验证,对比切面质量和磁性能测试结果,形成适合特定材料和厚度的参数库。
2. 辅助气体与气路设计
对磁性钢片而言,更推荐:
使用氮气切割减少氧化和涂层破坏;
在成本可接受前提下,优先保证质量;
气压、气流方向要稳定,确保有效吹除熔渣。
一些对磁性能极为敏感的产品,会针对性设计气路方案,以兼顾切割效率和磁性保护。
3. 设备状态与光路维护
激光精密切割高度依赖设备状态:
光纤头、镜片洁净度良好;
光路同轴度和焦距校准准确;
传动机构(导轨、丝杠等)精度和刚性保持良好。
定期维护和校准,可以显著提升切缝一致性和重复精度。
4. 必要的后处理工序
对于要求更高的产品,可考虑:
轻微去毛刺、去除挂渣;
针对高端磁性材料,评估是否需要低温退火消除应力(要充分论证对涂层和尺寸的影响);
对局部涂层损伤区域进行补涂或增加绝缘处理。
六、典型应用场景:激光精密切割的“用武之地”
1. 高性能电机试制与小批量方案
如新能源汽车电机、高速电机、伺服电机等:
常常需要快速验证不同齿形、不同极槽配合;
激光精密切割可以大幅缩短试制周期;
在性能验证阶段,既保证几何精度,又能相对温和地对待磁性能。
2. 特殊变压器与磁芯结构
对定制化形状、特殊窗口结构、复杂磁路的变压器铁芯:
冲模开发成本高且周期长;
激光切割可灵活实现各类特殊外形和开孔。
3. 高端软磁合金件、小众产品
例如坡莫合金、高硅钢等高附加值材料制成的磁性零件:
材料本身价格高,批量相对有限;
激光精密切割减少模具投入,并可更精细地控制材料浪费。
七、发展趋势:从“能切”到“切得更懂磁性”
随着行业对能效和噪音要求的提升,磁性钢片激光精密切割也在不断进化:
更智能的参数控制
借助传感器和软件算法,对光功率、焦点、速度实时调整,实现稳定的切面质量和热影响区控制。
与仿真、设计联动
在电机、电磁场仿真中考虑“切割工艺影响”,从设计阶段就开始协同优化槽形与加工工艺。
专用工艺包和材料匹配数据库
针对不同牌号、不同厚度的磁性钢片,形成成熟的激光工艺包,使加工结果更可预期。
与自动叠片、自动检测一体化
将激光切割与后续叠装、粘接、检测、包装流程连成一条柔性生产线,实现从图纸到磁芯成品的快速闭环。
结语:让激光真正变成“懂磁性”的切割工具
磁性钢片激光精密切割,不只是把“剪刀”换成了“光束”,而是在更精准、更可控的前提下,努力做到两件事:
几何上:尺寸准、轮廓精细、毛刺小;
磁性能上:热影响可控、损耗增量可接受甚至可忽略。
只有在理解材料特性和磁性能需求的基础上去设计工艺、打磨参数,激光精密切割才能真正成为高性能电机、变压器和磁性器件背后可靠的加工方式,而不仅仅是一台“会切钢片的设备”。
![]() 400-8188-860
400-8188-860
![]() 130-3889-2257
130-3889-2257

扫码添加

官方公众号





 首页
首页