了解行业资讯,关注长善精密动态
 2025-11-28
2025-11-28
 长善精密
长善精密
磁性钢片怎么切,真的有那么重要吗?
在电机、变压器、电感器等磁性器件生产现场,经常能听到一句话:材料没选错,却被加工工艺“拖了后腿”。尤其是磁性钢片这类对损耗、磁导率和尺寸精度都非常敏感的材料,一旦切割方式不当,前端选材投入就大打折扣。
在多种切割工艺中,激光加工这几年越来越多地出现在磁性钢片领域:打样、小批量、异形件、高精度试制线,几乎都离不开激光设备的身影。那么,磁性钢片激光加工到底靠什么吃饭,又有哪些“坑”需要避开?下面从几个维度展开聊一聊。
一、磁性钢片的“特殊脾气”
磁性钢片通常包括:
电工硅钢片(取向、非取向)
软磁合金薄板(如高硅钢、坡莫合金等)
其他用于电机、变压器、磁芯的薄型钢材
它们有几个共性特点:
厚度薄
常见厚度在 0.1~0.5mm 左右,高频领域甚至更薄。薄板在切割时极易产生翘曲、塌边。
对应力非常敏感
冷加工硬化、残余应力会让磁导率下降、铁损上升。剪切过重、模具冲裁不当都会“伤磁”。
边缘质量直接影响性能
毛刺不仅可能刺穿绝缘涂层、造成层间短路,还会导致叠片间隙不均匀,引起噪音和损耗增加。
也正是因为这些特点,使得磁性钢片对加工方式的选择尤为“挑剔”,激光加工的优势与局限,就在这些点上体现得很明显。

二、激光加工磁性钢片的基本原理
磁性钢片的激光加工,本质上是一种热切割过程:
高能量密度的激光束聚焦到钢片表面;
瞬间将材料局部加热到熔化甚至汽化;
配合辅助气体吹除熔融金属,形成切缝。
关键参数包括:
激光类型(光纤激光、CO₂ 激光等);
功率大小与功率控制方式(连续、脉冲);
切割速度与焦点位置;
辅助气体种类与压力(氮气、氧气、空气等)。
对磁性钢片而言,最核心的是如何在切透材料的同时,把热影响控制到尽可能小,减少对磁性能和绝缘涂层的破坏。
三、磁性钢片激光加工的优势
相比传统剪切、冲压等方式,激光加工在很多场景里有明显优势:
1. 柔性强:无需模具,特别适合打样和多品种
不需要前期开发冲压模具,减少模具费用和周期;
可以直接从 CAD 图纸导入路径,随时调整形状和尺寸;
特别适合电机样机开发、小批量特殊结构磁芯、异形铁芯加工。
对频繁改型、试验不同槽形或磁路结构的研发团队来说,激光加工大大缩短了试制时间。
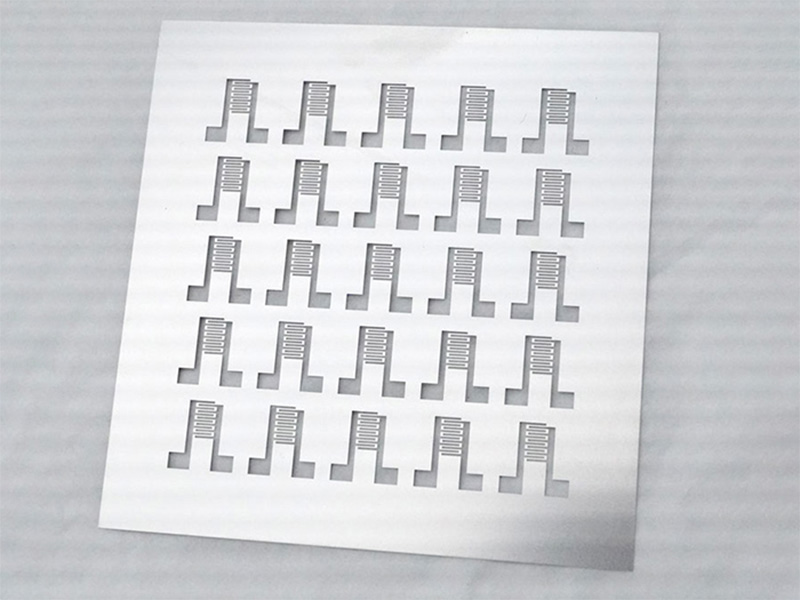
2. 精度高:轮廓清晰,可实现复杂几何
切缝窄,适合加工细窄槽、锐角、复杂曲线等;
重复精度好,便于多片叠层后保持外形一致;
适合高极数电机、小型精密电机铁芯等结构复杂零件。
在一些传统冲压难以实现的细节形状上,激光往往更容易实现。
3. 对材料机械应力小
与强力剪切、冲裁不同,激光加工不通过机械刀具挤压材料,不会形成明显的剪切变形区。
这意味着:
边缘冷加工硬化较轻;
不会因模具间隙不当造成严重拉伸或撕裂。
从“机械应力”角度看,激光对磁性能的破坏要小于劣质冲压工艺。
四、激光加工对磁性钢片的潜在影响
激光是热加工,优势明显的同时,也带来一些必须关注的问题。
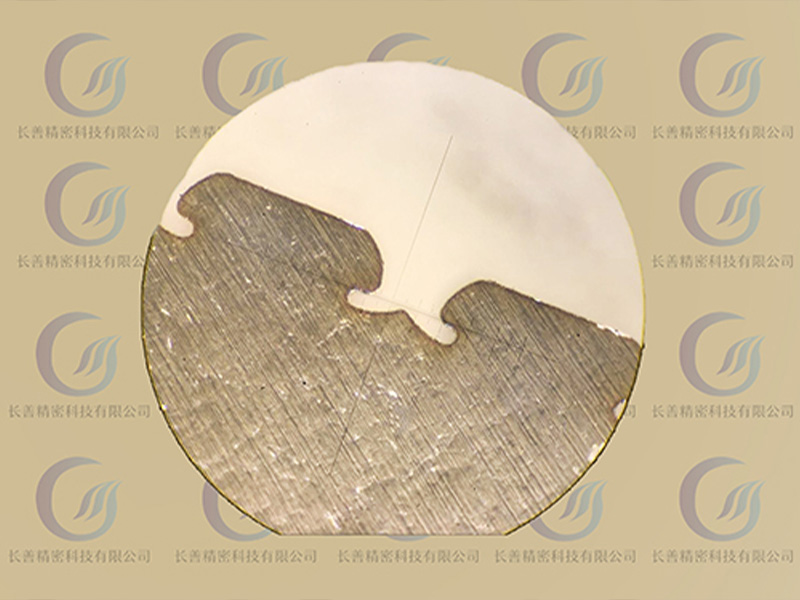
1. 热影响区(HAZ)对磁性能的影响
激光束周围的一圈区域会经历快速加热和冷却,形成所谓热影响区。这里可能出现:
组织变化(如局部回火、再结晶等);
内部残余应力重新分布。
如果控制不当,热影响区的磁性能可能劣化,导致:
铁损增加;
局部磁导率下降;
整体电机或变压器性能受影响。
因此,对磁性钢片的激光加工,控制热输入是关键。
2. 切边氧化和绝缘涂层破坏
使用氧气作为辅助气体,有利于提高切割效率,但也容易在切边产生氧化层,甚至烧损表面绝缘涂层。
这会带来:
层间绝缘性能下降,增加涡流损耗;
叠片铁芯的绝缘可靠性降低。
为此,很多工艺会改用氮气或高压空气切割来减少氧化,并优化焦点位置和速度,让绝缘涂层受热更温和。
3. 切缝表面粗糙度与微毛刺
尽管激光切割理论上毛刺较小,但如果参数设置不佳或设备状态不理想,仍可能出现:
挂渣、微毛刺;
切面粗糙,影响叠装贴合度。
这就要求在工艺调试和设备维护上持续投入精力。
五、如何把磁性钢片激光加工“用好”?
1. 合理选择激光类型与功率
对于厚度在 0.2~0.5mm 的常见电工钢,光纤激光器配合合适的光斑直径即可;
功率不宜一味追求大,而是要与切割速度和板厚匹配,在保证穿透的前提下降低热输入。
2. 优化辅助气体方案
需要兼顾切割效率与切边质量;
对磁性钢片及其涂层敏感的产品,可优先考虑氮气切割,降低氧化风险;
对成本敏感、对磁性能要求相对不极端的场合,也可在充分验证后采用高压空气方案。
3. 精细调整工艺参数
包括但不限于:
焦点位置(焦点在板厚中的位置对切缝形状影响很大);
切割速度(速度太慢易过烧,太快则易挂渣);
占空比、脉冲频率(在脉冲模式时更明显);
加速减速策略(拐角处、细小结构处适当降速)。
通常需要通过一系列试验片,在显微、磁性能测试和外观检查综合评价下形成一套稳定参数。
4. 必要时增加后处理环节
对于高要求产品,可考虑:
在切割后进行去毛刺、轻微抛光;
进行应力消除退火(需评估对涂层及尺寸的影响);
对切边绝缘状态进行抽检,必要时局部补涂或增设绝缘层。
六、典型应用场景:激光加工并不是“替代全部”,而是重要补充
在磁性钢片制造中,激光加工更多扮演的是灵活、高精度补充工艺角色:
样机开发和小批量试制
新型号电机定转子冲片试验;
特殊尺寸变压器铁芯样件加工;
通过激光快速完成图样到实物的转化,减少模具投入。
高端、小众产品
高性能特殊软磁合金件;
型号变化多、难以走大批量冲压路线的高附加值产品。
利用激光的灵活性和精度,满足差异化需求。
复杂或非常规结构磁芯
特殊磁路设计、多槽多孔结构;
局部细窄结构、不规则轮廓。
对于模具制造难度高、成本巨大的结构,激光往往更划算。
大批量标准电机、变压器铁芯仍然多用高速冲压,但激光在研发、试制、高端细分产品中的地位越来越重要。
![]() 400-8188-860
400-8188-860
![]() 130-3889-2257
130-3889-2257

扫码添加

官方公众号





 首页
首页